






")









СодержаниеПоказать
Последовательность выполнения
Замечание. Как пользоваться нутромером, см. прилагаемую инструкцию или специальную литературу.
3. Нутромером проверяем износ стенок цилиндров.

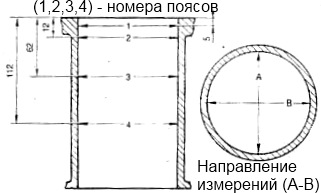
Измерения проводим в четырех поясах (5, 12, 62 и 112 мм от верхней кромки цилиндра) в продольном и поперечном направлениях двигателя. В верхнем поясе цилиндр не изнашивается. По разнице показаний нутромера в разных поясах определяем степень износа каждого цилиндра.
Диаметры цилиндров двигателя разбиты на пять размерных классов (см. табл. 8.4). Класс каждого цилиндра выбит на нижней привалочной плоскости блока цилиндров.
Таблица 8.4. Классы цилиндров по диаметру
82,04-82,05
Рекомендация. Небольшой равномерный износ цилиндра (в пределах 0,05 мм) можно компенсировать установкой поршня другого класса с большим диаметром.
Если максимальный износ составляет 0,15 мм и более, требуется расточка цилиндров и установка поршней ремонтного размера.
Предусмотрена расточка цилиндров на 0,4 мм и 0,8 мм под размеры ремонтных поршней.
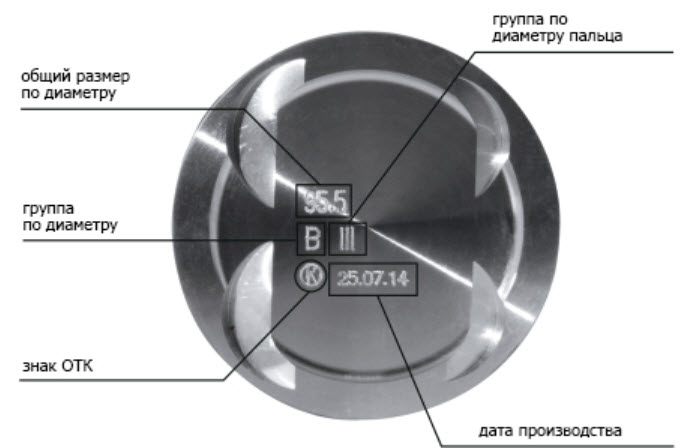
4. На днище поршня нанесены обозначения, где:
- 2 класс отверстия под поршневой палец;
- С класс поршня;
- ← метка, которая должна быть направлена в сторону переднего конца коленчатого вала;
- Г группа массы поршня.

По диаметру отверстия под поршневой палец поршни делятся на три класса (1, 2, 3) через 0,004 мм.
По наружному диаметру поршни разбиты на пять классов (A, B, C, D, E) через 0,01 мм (измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня).
По размеру поршни бывают номинальные и двух ремонтных размеров. Поршни номинального размера не маркируются. Поршни первого ремонтного размера изготавливаются с увеличенным на 0,4 мм диаметром и имеют маркировку в виде символа “Δ”. Поршни второго ремонтного размера имеют увеличенный на 0,8 мм диаметр и маркируются символом “□”.
На двигателе все поршни должны быть одной группы по массе. Поршни номинальной группы обозначаются символом “Г”. Поршни с увеличенной и уменьшенной массой на 5 г обозначаются “+” и “-” соответственно.
Класс пальца маркируется краской на его торце.

По наружному диаметру пальцы делятся на три класса (синий, зеленый и красный), через 0,004 мм.
Для облегчения подбора пальца к отверстию поршня на его внутренней стороне краской указывается требуемый класс пальца.

Требуемый класс пальца указан на крышке шатуна (цифра 2). По массе головок шатуны делятся на классы. Маркировка наносится на крышке шатуна буквой “М”.

На двигатель должны быть установлены шатуны одного класса по массе (см. табл. 8.5).
КШМ ВАЗ 2110, 2111, 2112
Сейчас мы рассмотрим особенности устройство КШМ ВАЗ 2110, 2111, 2112
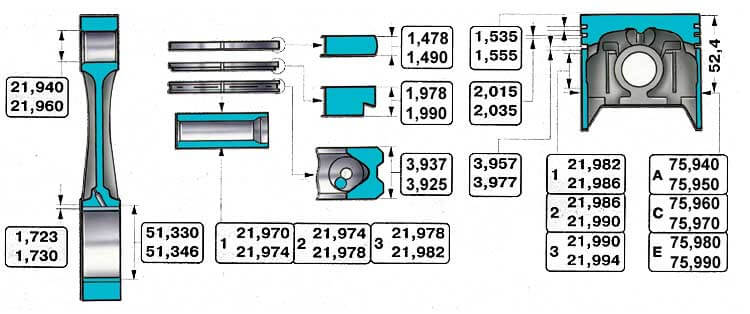
Основные размеры КШМ ВАЗ 2110, 2111, 2112 показаны на рисунке. Хорошо зарекомендовали себя двигателя ВАЗ 2110, они имеют много взаимозаменяемых деталей КШМ с двигателями ВАЗ 2108, ВАЗ 2109.
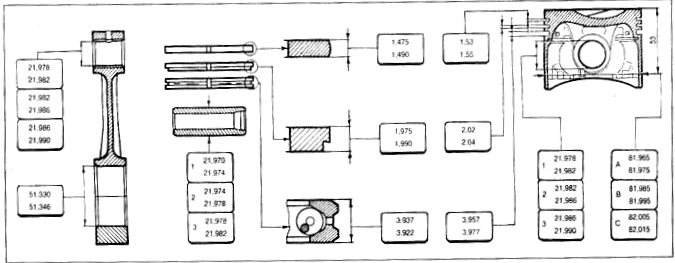
Схема измерения цилиндров2110, 2111, 2112
Детали КШМВАЗ 2110, 2111, 2112
ПоршеньВАЗ 2110, 2111, 2112 – алюминиевый, литой. При изготовлении детали строго выдерживается масса поршня. Поэтому во время сборки двигателя по массе поршни не требуется подбирать.
Поршни ВАЗ 2110, 2111, 2112 имеют 5 классов ( А, B , С, D , Е) в зависимости от наружного диаметра с шагом 0,01 мм.
Что касается наружной поверхности поршня, то она имеет достаточно сложную форму, поэтому диаметр поршня измеряют только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
Еще поршни делятся на 3 класса по диаметру отверстия под поршневой палец с шагом 0.004 мм. Классы диаметров поршня и отверстия под поршневой палец можно определить по клейму на днище поршня.
Поршни ремонтных размеров ВАЗ2110, 2111, 2112
Поршни ремонтных размеров ВАЗ2110, 2111, 2112 изготавливают с наружным диаметром, увеличенным на 0,4 и 0.8 мм. Различить ремонтные размеры поршней можно благодаря маркировке на поршне в виде квадрата (0,8) или треугольника (0,4).
Чтобы правильно установить поршень в цилиндр необходимо пользоваться указательными стрелками на днище поршней. Стрелка должны быть направлена к приводу распределительного вала.
Поршневой палецВАЗ2110, 2111, 2112 – изготавливается из стали, полый, плавающего типа. Плавающий тип поршневого пальца означает, что он может свободно вращаться в бобышках поршня и втулке шатуна. Для фиксации поршневого пальца используют пружинные стопорные кольца.
Классы поршневых пальцев ВАЗ2110, 2111, 2112:
3 класса с шагом 0,004 мм – по наружному диаметру.
Класс поршневого пальца можно определить по маркировке на торце поршневого пальца красной (3 класс), синей (1 класс) или зеленой (2 класс) меткой.
Поршневые кольцаВАЗ2110, 2111, 2112
Поршневые кольцаВАЗ2110, 2111, 2112 изготавливаются из чугуна.
Существуют верхние и нижние компрессионные кольца ВАЗ2110, 2111, 2112.
Верхнее компрессионное кольцо ВАЗ2110, 2111, 2112 – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо ВАЗ2110, 2111, 2112 изготавливается скребкового типа.
Маслосьемное кольцо ВАЗ2110, 2111, 2112 изготавливается с хромированными рабочими кромками и с разжимной витой пружиной.
Кольца ремонтных размеров обозначаются маркировкой «40» или «80», что соответствует наружному диаметру 0,4 или 0,8.
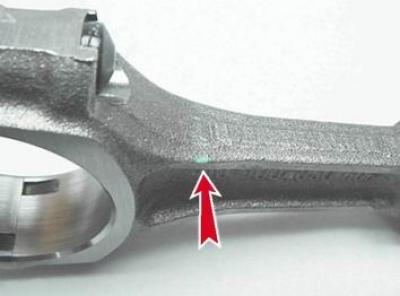
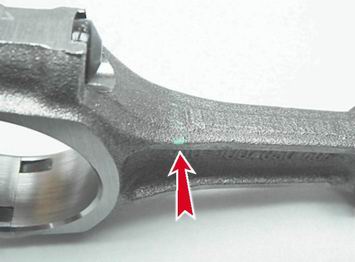
Шатун ВАЗ2110, 2111, 2112 – изготавливается из стали, кованый. Он обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются.
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
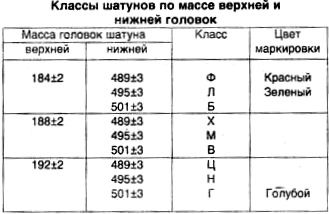
По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм. После удаления металла с крышки шатуна, на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
У новых двигателей зазор между поршнем и цилиндром составляет 0,025-0,045 мм и задается установкой поршней того же класса, что и класс цилиндров.
Для выполнения работы потребуется нутромер.
1. Подготавливаем автомобиль к выполнению работы (см. “Подготовка автомобиля к техническому обслуживанию и ремонту”).
2. Извлекаем поршни из блока цилиндров (см. “Поршневые кольца и шатунные вкладыши – замена”).
Как пользоваться нутромером, см. прилагаемую инструкцию или специальную литературу.
3. Нутромером проверяем износ стенок цилиндров.

Измерения проводим в четырех поясах (5, 12, 62 и 112 мм от верхней кромки цилиндра) в продольном и поперечном направлениях двигателя. В верхнем поясе цилиндр не изнашивается. По разнице показаний нутромера в разных поясах определяем степень износа каждого цилиндра.
Диаметры цилиндров двигателя разбиты на пять размерных классов (см. табл. 8.4). Класс каждого цилиндра выбит на нижней привалочной плоскости блока цилиндров.
Таблица 8.4. Классы цилиндров по диаметру
Небольшой равномерный износ цилиндра (в пределах 0,05 мм) можно компенсировать установкой поршня другого класса с большим диаметром.
Если максимальный износ составляет 0,15 мм и более, требуется расточка цилиндров и установка поршней ремонтного размера.
Предусмотрена расточка цилиндров на 0,4 мм и 0,8 мм под размеры ремонтных поршней.
4. На днище поршня нанесены обозначения, где:

По диаметру отверстия под поршневой палец поршни делятся на три класса (1, 2, 3) через 0,004 мм.
По наружному диаметру поршни разбиты на пять классов (A, B, C, D, E) через 0,01 мм (измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня).
По размеру поршни бывают номинальные и двух ремонтных размеров. Поршни номинального размера не маркируются. Поршни первого ремонтного размера изготавливаются с увеличенным на 0,4 мм диаметром и имеют маркировку в виде символа “Δ”. Поршни второго ремонтного размера имеют увеличенный на 0,8 мм диаметр и маркируются символом “□”.
На двигателе все поршни должны быть одной группы по массе. Поршни номинальной группы обозначаются символом “Г”. Поршни с увеличенной и уменьшенной массой на 5 г обозначаются “+” и “-” соответственно.
Класс пальца маркируется краской на его торце.

По наружному диаметру пальцы делятся на три класса (синий, зеленый и красный), через 0,004 мм.
Для облегчения подбора пальца к отверстию поршня на его внутренней стороне краской указывается требуемый класс пальца.

Требуемый класс пальца указан на крышке шатуна (цифра 2). По массе головок шатуны делятся на классы. Маркировка наносится на крышке шатуна буквой “М”.

На двигатель должны быть установлены шатуны одного класса по массе (см. табл. 8.5).
Замена поршневых колец или раскоксовка
При нарушении температурных режимов двигателя или использовании неподходящего по вязкости или качеству масла, на кольцах и их канавках образуется нерастворимый в масле нагар – кокс.
Кольца теряют подвижность, а маслосъёмное перестаёт удалять излишки масла. Расход возрастает, компрессия вначале падает, затем растёт, становясь чисто масляной.
Иногда расход масла удаётся на время уменьшить, проведя раскоксовку колец. Для этого в цилиндры на время около получаса заливается специальный растворитель нагара – раскоксовка. Лучше всего пенного типа, она дольше удерживается и полнее срабатывает.
Операция повторяется для большего эффекта. После промывки системы и замены масла можно ожидать заметного снижения угара. Обычно надолго этого не хватает, поскольку полностью смыть нагар нереально.
При замене колец поршни полностью вычищаются от кокса, после чего работают не хуже новых. Но, как сказано выше, это помогает только если износ цилиндра в норме по диаметру, эллипсу и конусу, а также при сохранности хона на поверхности, который служит для удержания нужного количества масла и смазки поршневой группы.
Размеры и маркировка поршневых колец Ваз 2109 – 2115
Основные размеры шатунно-поршневой группы я дам вам сейчас ниже на рисунке
Поршень — алюминиевый литой. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.

Основные размеры шатуна Ваз 2109 – 2115
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм.
Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 4).
Поршень — алюминиевый литой. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.

Размеры поршневых колец Ваз 2109 – 2115
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм.
Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня.

Маркировка поршня Ваз 2109 – 2115
Устройство поршня
В конструкции поршня можно выделить несколько зон, каждая из которых, имеет свое функциональное назначение.
Если углубления на днище увеличивают объем камеры сгорания, то для уменьшения объема применяют вытеснители. Вытеснителем называют объем металла, который находится выше плоскости днища.
«Жаровым поясом» (огневым) называют расстояние от днища до канавки первого поршневого кольца. Чем ближе располагаются поршневые кольца к днищу, тем более высокой тепловой нагрузке они подвергаются, тем больше сокращается их ресурс.
Если конструкция изделия не будет предусматривать эффективный отвод тепла от днища, то это приведёт к его прогоранию.
По расчетам, через компрессионные кольца, передается до 60-70% выделенного тепла. Однако это требует плотного прилегания поршневых колец к цилиндру и к поверхностям канавок.
Головку поршня образуют днище и уплотняющая часть.
Расстояние от оси поршневого пальца до днища, называют компрессионной высотой поршня.
«Юбкой», называют нижнюю часть поршня. На этом участке находятся бобышки с отверстиями – место, куда устанавливается поршневой палец. Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности.
Юбка обеспечивает соосность положения детали к оси цилиндра блока. Кроме того, боковая поверхность юбки участвует в передаче к цилиндру возникающих поперечных усилий.
На поверхность юбки (или на все изделие) могут наноситься защитные покрытия улучающие прирабатываемость и снижающих трение.
Покрытие слоем олова позволяет сгладить неточности профиля и предотвратить наволакивание алюминия на поверхности цилиндра. Могут применяться покрытия созданные на основе графита и дисульфида молибдена.
Другой способ, снижающий потери на трение – нанесение на юбке канавок специального профиля. Глубина канавок составляет 0,01-0,015 мм. При движении, канавки не только удерживают масло, но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.
Одним из факторов, определяющих геометрию поршня, является необходимость снижения сил трения.
Для этого требуется обеспечение определенной толщины масляного слоя в зазоре между поршнем и стенками цилиндра. Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Читайте также: Как проверить реле на работоспособность без тестера
Слишком большой зазор, увеличит шумность двигателя, приведет к росту динамических нагрузок на сопрягаемые детали и будет способствовать их ускоренному износу. Поэтому величина зазора подбирается в соответствии с рекомендациями для конкретного типа двигателя.
В истории применения конструкций поршней для двигателей ВАЗ, просматриваются этапы влияния нескольких европейских конструкторских школ.
На первых моделях двигателей ВАЗ применяется «итальянская» конструкция. Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова.
В разработке последующих конструкций принимают участие немецкие компании. У поршней уменьшается компрессионная высота. На юбке применяется микропрофиль – специальный профиль канавок, для удержания смазки в зоне трения. Поршни моделей ВАЗ 21126 и ВАЗ 11194 получают Т-образный профиль и рассчитаны на установку «тонких» поршневых колец. Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции, основанных на новых научных разработках.
Когда речь заходит об отечественных машинах (ВАЗ, Приора и пр.) приходиться всерьёз рассматривать компанию СТК и её продукцию. Самара Трейдинг Компани (сокращённо – «СТК») не случайно стала одним из самых популярных производителей поршневых групп. Всё дело исключительно в производстве, ведь оно уникально в своём роде.
Самым сложным и, в то же время, важным технологическим процессом при изготовлении поршневых систем является литьё. Однородность и прочность материалов, жаростойкость и твёрдость – всё это играет важнейшую роль. Стоит какому-то коэффициенту отклонится на 1% и поршень застрянет в цилиндре, шатун может легко искривиться и даже заклинить, нарушив целостность и исправность всего силового агрегата.
Полуавтоматические устройства и специальные высокотехнологические станки позволяют компании СТК осуществлять литьё поршней на высочайшем уровне. Данной технологии нет равных, на протяжении долгих десятилетий и благодаря кропотливой работе инженеров фабрика создаёт самые качественные поршневые кольца и поршни. Несмотря на автоматизацию всех процессов, процедура изготовления каждого поршня контролируется людьми. Каждый продукт проходит целую линейку тестов.
Стоит лишь посетить любую станцию техобслуживания и задать вопрос автомеханику «Какой поршень идеально подойдёт отечественному автомобилю?», и вы услышите ответ: «СТК». Всё дело в том, что каждый механик желает выполнить работу так, чтобы клиент не возвращался к нему и не приходилось нарушать гарантийные обязательства.
Несмотря на лидирование компании СТК существуют и другие неплохие аналоги, например, Кострома-мотордеталь. В сравнении с китайскими и европейскими поршнями, Кострома хорошо показала себя в отечественных машинах, однако сама конструкция этого поршня не способна уберечь водителя от самой зловещей неисправности – столкновения поршня и клапанов.
Безвытковые Поршни СТК, содержащие специальные проточки, не влияют пагубно на клапана головки блока цилиндров. Поэтому в случае гидравлического удара, даже при срыве цепи газораспределительного механизма, когда поршни «летят» вверх, а клапана – вниз, исход их столкновения невозможен, если в двигатель установлены поршни СТК. Всё благодаря специальным канавкам, проточенным в головке каждого поршня – новшеству инженеров самарской компании.
Если ваш автомобиль уже давно б/у, его компрессия вас вовсе не радует и вы отлично понимаете, что настало время менять поршневую, помните: оптимальными для двигателя будут поршневые группы Самара Трейдинг Компани (СТК).
Более подробно про поршни СТК можно прочесть здесь и здесь.
Источник
Напоминалка для тех, кто самолично перебирает двигатель ВАЗ 2108-2112

После разборки двигателя тщательно очистите, промойте и просушите все детали.
1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого поршневого кольца.
2. Прочистите отверстия для стока масла подходящим куском проволоки.
3. Проверьте зазоры между кольцами и канавками на поршне.
Номинальный зазор поршневых колец, мм:
верхнее компрессионное кольцо 1 — 0,04-0,075;
нижнее компрессионное кольцо 2 — 0,03-0,065;
маслосъемное кольцо 3 — 0,02-0,055.
Предельно допустимый зазор для всех поршневых колец — 0,15 мм.
4. Наиболее точно зазоры поршневых колец можно определить промером колец и канавок на поршне. Для этого замерьте микрометром толщину поршневого кольца в нескольких местах по окружности, затем…
5. …с помощью набора щупов измерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной поршневого кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
8. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы поршневого кольца.
9. Проверьте зазоры между поршнями и цилиндрами. Зазор между поршнями и цилиндрами определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор между поршнями и цилиндрами равен 0,025-0,045 мм, предельно допустимый — 0,15 мм. Если зазор между поршнями и цилиндрами не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор между поршнями и цилиндрами был как можно ближе к номинальному. Если зазор между поршнями и цилиндрами превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 55 мм от его днища в плоскости, перпендикулярной поршневому пальцу.
Рис. 4.9. Места измерения зазоров цилиндра
10. Затем измерьте диаметры цилиндра в двух перпендикулярных плоскостях (см. рис. 4.9.) (вдоль В и поперек А блока цилиндров) и в четырех поясах (1, 2, 3 и 4). Для этого необходим специальный прибор — нутромер.
11. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними.
Для удобства подбора поршней к цилиндрам цилиндры и поршни в зависимости от диаметров делят на пять классов: А, В, С, D, Е (табл. 4.1).
В запасные части поставляются поршни номинального размера трех классов А, С, Е и двух ремонтных размеров. Первый ремонтный — увеличенный на 0,4 мм, второй — на 0,8 мм.
По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе автомобилей ваз 2108, ваз 2109, ваз 21099 должны устанавливаться поршни одной группы. Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбито число «40», на кольцах второго ремонтного размера — «80».
Таблица 4.1 Номинальные размеры цилиндров и поршней
Класс Диаметр, мм
цилиндра поршня
А 82,00-82,01 82,00-82,01
В 82,01-82,02 82,01-82,02
С 82,02-82,03 82,02-82,03
D 82,03-82,04 82,03-82,04
Е 82,04-82,05 82,04-82,05
12. На блоке цилиндров группа цилиндров выбивается на нижней плоскости блока (привалочная плоскость под масляный картер) напротив каждого цилиндра. 13. На днище поршня выбиваются следующие данные:
1 — класс поршня по отверстию под поршневой палец;
2 — класс поршня по диаметру;
3 — стрелка, показывающая направление установки поршня;
4 — ремонтный размер (1-й ремонтный — треугольник, 2-й ремонтный — квадрат);
5 — группа по массе (нормальная «Г», увеличенная на 5 г «+», уменьшенная на 5 г «-»).
14. Поршневые пальцы с трещинами замените. Поршневой палец должен легко входить в поршень от усилия большого пальца руки. Вставьте поршневой палец в поршень. Если при покачивании поршневого пальца ощущается люфт, замените поршень. При замене поршня подберите к нему поршневой палец по классу
Таблица 4.2 Классы поршневых пальцев, поршней и шатунов
Размерная группа Модель двигателя ВАЗ 2108
Диаметр цилиндра, мм Диаметр поршня, мм
А 76,00-76,01 75,965-75,975
В 76,01-76,02 75,975-75,985
С 76,02-76,03 75,985-75,995
D 76,03-76,04 75,995-75,005
Е 76,04-76,05 75,005-75,015
Размерная группа Модель двигателя ВАЗ 21083
Диаметр цилиндра, мм Диаметр поршня, мм
А 82,00-82,01 81,965-81,975
В 82,01-82,02 81,975-81,985
С 82,02-82,03 81,985-81,995
D 82,03-82,04 81,995-82,005
Е 82,04-82,05 82,005-82,015
(табл. 4.2). Поршневые пальцы разбиты по диаметру на три класса (1-, 2-, 3-й) через 0,004 мм. Класс поршневого пальца маркируется на его торце краской. Класс поршня по пальцу выбивается на днище поршня, класс шатуна по пальцу — на крышке шатуна.
15. Замените сломанные поршневые кольца и расширитель маслосъемного кольца.
16. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец. Концы стопорных колец должны находиться в одной плоскости. Погнутые кольца замените.
17. Замените погнутые шатуны. Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины. Замените шатун, если при разборке двигателя было обнаружено, что шатунные вкладыши провернулись в шатуне.
ПРЕДУПРЕЖДЕНИЕ
Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.
18. Вставьте поршневой палец в верхнюю головку шатуна. Если при покачивании поршенвого пальца ощущается люфт, замените шатун. Шатуны в сборе с крышками по массе верхней и нижней головки разделены на классы (табл. 4.3).
Таблица 4.3 Класс шатуна по массе верхней и нижней головки
Масса головок шатуна, г Маркировка
верхний нижний буквой краской
184+2 489±3 Ф Красный
495+3 Л Зеленый
501±3 Б
188+2 489+3 X
495±3 М
501+3 В
192+2 489±3 Ц
495±3 Н
501+3 Г Голубой
19. В двигателе автомобилей ваз 2108, ваз 2109, ваз 21099 должны устанавливаться шатуны одного класса. Маркировка шатуна наносится на крышке шатуна: 1 — класс шатуна по массе (буква или краска), 2 — класс шатуна по поршневому пальцу.
20. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленвал необходимо заменить.
22. Если на коренных и шатунных шейках коленвала 1 есть незначительные задиры, риски, царапины, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера. Работу по шлифовке шеек коленвала рекомендуется выполнять в специализированной мастерской. После отполируйте шейки коленвала и притупите острые кромки фасок масляных каналов 2 абразивным конусом. Промойте коленвал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек коленвала после шлифовки не должна превышать 0,005 мм. После шлифовки шеек коленвала установите вкладыши ремонтных размеров. 23. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
24. Измерьте осевой зазор коленвала. Для этого установите коленвал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников (см. «Сборка двигателя»).
29. Тщательно прочистите и промойте масляные каналы коленвала.
30. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую.
31. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.
32. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установив водяной насос с прокладкой) и залейте Тосол-А40 в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок цилиндров негерметичен и блок цилиндров надо заменить.
33. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и пр., расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров. При различных дефектах глубиной более 0,8 мм блок цилиндров ремонту не подлежит и блок цилиндров надо заменить.
34. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Проверьте износ цилиндров, замерив диаметры цилиндров.
Источник
Замена поршневых колец, подбор тепловых зазоров
Таблица номинальных размеров цилиндров и поршней
Размерная группа
Модель двигателя Ваз 2109 – 21099
Модель двигателя Ваз 2113 – 2115
Диаметр цилиндра мм
Диаметр поршня мм
Диаметр цилиндра мм
Диаметр поршня мм
A
76,00 – 76,01
75,965 – 75,975
82,00 – 82,01
81,965 – 81,975
B
76,01 – 76,02
75,975 – 75,985
82,01 – 82,02
81,975 – 81,980
C
76,01 – 76,03
75,985 – 75,995
82,02 – 82,03
81,980 – 81,985
D
76,03 – 76,04
75,995 – 76,000
82,03 – 82,04
81,985 – 81,995
E
76,04 – 76,05
76,000 – 76,005
82,04 – 82,05
81,995 – 82,000
По массе поршни сортируются на три группы: нормальную, увеличенную и уменьшенную на 5 г. Этим группам соответствует маркировка на днище поршня: «Г», «+» и «—».
На двигателе все поршни должны быть одной группы по массе. Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром.
Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата. Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.

Маркировка шатуна: 1 – класс шатуна по массе и по отверстию в верхней головке. 2 – номер цилиндра
Поршневой палец — стальной полый, плавающего типа, свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя стопорными кольцами. По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.
Читайте также: Дворники Лада Веста СВ — размеры, артикул, замена

Места, на которых допускается удалять металл, при подгонке головок шатуна
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной. На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 2 (рис. 5) цилиндра, в который они устанавливаются. В верхнюю головку шатуна запрессована сталебронзовая втулка.
По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм. Номер класса 1 клеймится на крышке шатуна. По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
| Классы шатунов по массе верхней и нижней головок | |||
| Масса головок шатуна, г | Класс | ||
Цвет маркировки
верхней
нижней
495+3 501+3
Зеленый
188+2
489+3
495+3 501+3
Х
В
192+2
489+3
495+3 501+3
Ц
Г
Голубой
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 6). После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Как понять, что пришло время менять поршневые кольца
Когда значительно выросло потребление масла автомобилем, в цилиндрах упала компрессия. Прежде чем стремительно спешить в гараж нужно замерить компрессию, сначала на сухих цилиндрах и затем заливаем крышку от бутылочки масла и замеряем снова и сравниваем полученные результаты. Если показатели сухих цилиндров ниже, поршневые кольца подлежат замене.
Если нет, то кольца не при чем, и стоит обратить внимание на колпачки, клапана. Также при использовании низкосортного масла поршневые кольца могут залечь. Это явление встречается обычно у машин, чьи двигатели давно не эксплуатировались, либо эксплуатировались на совсем короткие расстояния.
Раскоксовка поршневых колец
Если мотор начинает дымить, есть вероятность, что в канавках поршней залегли кольца. В наше время есть немало различных современных средств для раскоксовки поршневых колец, и многие водители используют их для восстановления работоспособности мотора. Среди наиболее популярных составов можно отметить:

Автомобилисты полагают – если движок задымил, нужно воспользоваться средство для раскоксовки, и мотор заработает в прежнем режиме, без расхода масла и без дыма. Действительно, иногда эти средства помогают, но только лишь в тех случаях, когда мотор долго простоял без движения (например, после зимы), и от влаги в нем залегли ПК. Если машина подлежит длительной консервации (ставится в гараж на зимнее хранение) следует вывернуть свечи зажигания и в цилиндры залить масло, а свечные отверстия заткнуть чопиками. При такой профилактике и свечи не отсыреют, и на гильзах не скопиться ржавчина.
Но если все-таки забывчивый автовладелец не предпринял меры профилактики, можно воспользоваться средством для раскоксовки. От ржавчины в цилиндрах избавляемся следующим образом:
- сдергиваем высоковольтные провода;
- выкручиваем все свечи зажигания;
- проворачиваем коленчатый вал так, чтобы все поршни находились в среднем положении;
- в каждый цилиндр заливаем по 45 мл жидкости, наживляем свечи зажигания;
оставляем «отмокать» цилиндры на 6-7 часов; - зачем выворачиваем свечи, несколько оборотов прокручиваем стартером, чтобы вся грязь из двигателя вылетела;
- снятые детали устанавливаем на место, запускаем мотор. Первое время он может сильно дымить, но затем дым пройдет.
Автовладельцам следует помнить, что раскоксовка не является панацеей от всех бед, и если поршневые кольца изношены, то поможет только их замена.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
После разборки двигателя тщательно очистите, промойте и просушите все детали.
1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого поршневого кольца.
2. Прочистите отверстия для стока масла подходящим куском проволоки.
3. Проверьте зазоры между кольцами и канавками на поршне.
Номинальный зазор поршневых колец, мм:
верхнее компрессионное кольцо 1 — 0,04-0,075;
нижнее компрессионное кольцо 2 — 0,03-0,065;
маслосъемное кольцо 3 — 0,02-0,055.
Предельно допустимый зазор для всех поршневых колец — 0,15 мм.
8. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы поршневого кольца.
9. Проверьте зазоры между поршнями и цилиндрами. Зазор между поршнями и цилиндрами определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор между поршнями и цилиндрами равен 0,025-0,045 мм, предельно допустимый — 0,15 мм. Если зазор между поршнями и цилиндрами не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор между поршнями и цилиндрами был как можно ближе к номинальному. Если зазор между поршнями и цилиндрами превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 55 мм от его днища в плоскости, перпендикулярной поршневому пальцу.
Рис. 4.9. Места измерения зазоров цилиндра
10. Затем измерьте диаметры цилиндра в двух перпендикулярных плоскостях (см. рис. 4.9.) (вдоль В и поперек А блока цилиндров) и в четырех поясах (1, 2, 3 и 4). Для этого необходим специальный прибор — нутромер.
11. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними.
Для удобства подбора поршней к цилиндрам цилиндры и поршни в зависимости от диаметров делят на пять классов: А, В, С, D, Е (табл. 4.1).
В запасные части поставляются поршни номинального размера трех классов А, С, Е и двух ремонтных размеров. Первый ремонтный — увеличенный на 0,4 мм, второй — на 0,8 мм.
По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе автомобилей ваз 2108, ваз 2109, ваз 21099 должны устанавливаться поршни одной группы. Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбито число «40», на кольцах второго ремонтного размера — «80».
Таблица 4.1 Номинальные размеры цилиндров и поршней
Класс Диаметр, мм
цилиндра поршня
А 82,00-82,01 82,00-82,01
В 82,01-82,02 82,01-82,02
С 82,02-82,03 82,02-82,03
D 82,03-82,04 82,03-82,04
Е 82,04-82,05 82,04-82,05
12. На блоке цилиндров группа цилиндров выбивается на нижней плоскости блока (привалочная плоскость под масляный картер) напротив каждого цилиндра. 13. На днище поршня выбиваются следующие данные:
1 — класс поршня по отверстию под поршневой палец;
2 — класс поршня по диаметру;
3 — стрелка, показывающая направление установки поршня;
4 — ремонтный размер (1-й ремонтный — треугольник, 2-й ремонтный — квадрат);
5 — группа по массе (нормальная «Г», увеличенная на 5 г «+», уменьшенная на 5 г «-»).
14. Поршневые пальцы с трещинами замените. Поршневой палец должен легко входить в поршень от усилия большого пальца руки. Вставьте поршневой палец в поршень. Если при покачивании поршневого пальца ощущается люфт, замените поршень. При замене поршня подберите к нему поршневой палец по классу
Таблица 4.2 Классы поршневых пальцев, поршней и шатунов
Размерная группа Модель двигателя ВАЗ 2108
Диаметр цилиндра, мм Диаметр поршня, мм
А 76,00-76,01 75,965-75,975
В 76,01-76,02 75,975-75,985
С 76,02-76,03 75,985-75,995
D 76,03-76,04 75,995-75,005
Е 76,04-76,05 75,005-75,015
Размерная группа Модель двигателя ВАЗ 21083
Диаметр цилиндра, мм Диаметр поршня, мм
А 82,00-82,01 81,965-81,975
В 82,01-82,02 81,975-81,985
С 82,02-82,03 81,985-81,995
D 82,03-82,04 81,995-82,005
Е 82,04-82,05 82,005-82,015
(табл. 4.2). Поршневые пальцы разбиты по диаметру на три класса (1-, 2-, 3-й) через 0,004 мм. Класс поршневого пальца маркируется на его торце краской. Класс поршня по пальцу выбивается на днище поршня, класс шатуна по пальцу — на крышке шатуна.
15. Замените сломанные поршневые кольца и расширитель маслосъемного кольца.
16. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец. Концы стопорных колец должны находиться в одной плоскости. Погнутые кольца замените.
17. Замените погнутые шатуны. Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины. Замените шатун, если при разборке двигателя было обнаружено, что шатунные вкладыши провернулись в шатуне.
ПРЕДУПРЕЖДЕНИЕ
Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.
18. Вставьте поршневой палец в верхнюю головку шатуна. Если при покачивании поршенвого пальца ощущается люфт, замените шатун. Шатуны в сборе с крышками по массе верхней и нижней головки разделены на классы (табл. 4.3).
Таблица 4.3 Класс шатуна по массе верхней и нижней головки
Масса головок шатуна, г Маркировка
верхний нижний буквой краской
184+2 489±3 Ф Красный
495+3 Л Зеленый
501±3 Б
188+2 489+3 X
495±3 М
501+3 В
192+2 489±3 Ц
495±3 Н
501+3 Г Голубой
19. В двигателе автомобилей ваз 2108 , ваз 2109, ваз 21099 должны устанавливаться шатуны одного класса. Маркировка шатуна наносится на крышке шатуна: 1 — класс шатуна по массе (буква или краска), 2 — класс шатуна по поршневому пальцу.
20. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленвал необходимо заменить.
21. Промерьте коренные и шатунные шейки коленвала.
Номинальные диаметры шеек коленвала, мм:
коренных-50,799-50,819;
шатунных-47,830-47,850.
Если износ или овальность шеек коленвала превышает 0,03 мм, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера.
Существует четыре ремонтных размера с уменьшением диаметра шеек коленвала:
первый — 0,25 мм;
второй — 0,5 мм;
третий — 0,75 мм;
четвертый -1,00 мм.
22. Если на коренных и шатунных шейках коленвала 1 есть незначительные задиры, риски, царапины, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера. Работу по шлифовке шеек коленвала рекомендуется выполнять в специализированной мастерской. После отполируйте шейки коленвала и притупите острые кромки фасок масляных каналов 2 абразивным конусом. Промойте коленвал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек коленвала после шлифовки не должна превышать 0,005 мм. После шлифовки шеек коленвала установите вкладыши ремонтных размеров. 23. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
24. Измерьте осевой зазор коленвала. Для этого установите коленвал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников (см. «Сборка двигателя»).
25. Установите индикатор так, чтобы его ножка упиралась во фланец коленвала. Сдвиньте коленвал до упора от индикатора и установите стрелку индикатора на 0. Сдвиньте коленвал в обратную сторону. Индикатор покажет величину зазора. Номинальный осевой зазор коленвала равен 0,0б-0,26 мм, предельно допустимый осевой зазор коленвала — 0,35 мм. Если осевой зазор коленвала превышает предельно допустимый, замените упорные полукольца.
В запчасти поставляются упорные полукольца двух размеров: номинального -2,31-2,36 мм и ремонтного (увеличенного на 0,127 мм) — 2,437-2,487 мм.
26. Осмотрите шатунные и коренные вкладыши. Если на шатунных и коренных вкладышах есть трещины, задиры, выкрашивание — замените вкладыши. На вкладышах запрещается проводить любые подгоночные работы.
Номинальная толщина коренных и шатунных вкладышей, мм:
коренных-1,824-1,831;
шатунных -1,723-1,730.
Вкладыши поставляются в запасные части четырех ремонтных размеров, увеличенной толщины:
первый — на 0,25 мм;
второй — на 0,5 мм;
третий — на 0,75 мм;
четвертый — на 1,00 мм.
27. Проверьте зазоры между вкладышами коренных подшипников и шейками коленвала. Эту работу рекомендуется выполнять в специализированной мастерской. Измерьте диаметр шеек и диаметры коренных подшипников, установив крышки с вкладышами на блок и затянув их соответствующими моментами. Вычислите зазор.
Зазоры между вкладышами и шейками коленвала равны:
коренные подшипники (номинальный) -0,026-0,073 мм, предельно допустимый -0,15 мм;
шатунные подшипники (номинальный) -0,02-0,07 мм, предельно допустимый -0,1 мм.
Если зазор превышает предельно допустимый, коленвал необходимо прошлифовать под следующий ремонтный размер.
28. В специализированной мастерской можно замерить биение шеек коленвала. Биение шеек коленвала должно составлять:
коренные шейки и посадочная поверхность под ведущую шестерню масляного насоса — не более 0,03 мм;
посадочная поверхность под маховик — не более 0,04 мм;
посадочная поверхность под шкивы и сальники — не более 0,05 мм.
29. Тщательно прочистите и промойте масляные каналы коленвала.
30. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую.
31. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.
32. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установив водяной насос с прокладкой) и залейте Тосол-А40 в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок цилиндров негерметичен и блок цилиндров надо заменить.
Читайте также: Выбираем лучшие веерные форсунки омывателя лобового стекла для автомобилей LADA » Лада.Онлайн — все самое интересное и полезное об автомобилях LADA
33. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и пр., расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров. При различных дефектах глубиной более 0,8 мм блок цилиндров ремонту не подлежит и блок цилиндров надо заменить.
34. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Проверьте износ цилиндров, замерив диаметры цилиндров.
Поршневые кольца ВАЗ
Волжский автомобильный завод производит двигатели для переднеприводных и заднеприводных автомобилей, поршневые кольца для моторов ВАЗ первоначально подставлял Мичуринский завод. У мичуринцев в продукции допускалось много брака, и с 1986 года в Тольятти было налажено собственное производство. В настоящее время существует много различных производителей, которые изготавливают ПК для вазовских двигателей, в частности, это:
- АВТОВАЗ (Тольятти);
- СТК (Самара);
- GOETZE (Германия);
- MAHLE (Германия);
- NPR EUROPE (бывшее название SM, Япония).
Что нужно знать о поршневых кольцах ВАЗ
Легковые автомобили комплектуются различными типами двигателей, силовые агрегаты могут отличаться объемом, мощностью, конструкцией.
В зависимости от производителя у каждого мотора есть свой определенный ресурс – самыми основными серьезными поломками считаются выход из строя коленчатого вала или поршневой группы.
Если в двигателе повышается расход масла, чаще всего причиной этого являются изношенные или поломанные поршневые кольца, замена их – работа достаточно трудоемкая, к тому же требует определенных слесарных навыков.
Поршневая группа. [Часть I]

Многообразие форм и размеров поршней является одной из причин, почему столь много тайн, секретов и небылиц распространяется вокруг этого причудливой формы куска металла. А так как это еще и технологически сложно, практически неисполнимо в условиях стандартного машиностроительного производства, то проблема подгонки, т. е. соответствия поршня требованиям модифицированного мотора, становится камнем преткновения для многих тюнинговых компаний и спортивных конюшен. Кроме того, штучное производство столь сложных изделий финансово обременительно. В этой ситуации часто интуитивные представления тюнера о том, что «улучшенный» двигатель должен иметь «улучшенные» поршни, приводит к тому, что сначала двигатель оснащается чем-то доступным, а потом такое решение находит свое наукообразное обоснование.
Так давайте попробуем разобраться, какие требования предъявляются к поршням и что от чего зависит. Во-первых, поршень, перемещаясь в цилиндре, позволяет расширяться сжатым газам, продукту горения топлива, и совершать механическую работу. Следовательно, он должен сопротивляться высокой температуре, давлению газов и надежно уплотнять канал цилиндра. Во-вторых, представляя собой вместе с цилиндром и поршневыми кольцами линейный подшипник скольжения, он должен наилучшим образом отвечать требованиям пары трения с целью минимизировать механические потери и, как следствие, износ. В-третьих, испытывая нагрузки со стороны камеры сгорания и реакцию от шатуна, он должен выдерживать механическое воздействие. В-четвертых, совершая возвратно-поступательное движение с высокой скоростью, должен как можно меньше нагружать кривошипно-шатунный механизм инерционными силами.
Таким образом, все проблемы этой важной детали двигателя можно разделить на две большие группы. Первая – это тепловые процессы. Вторая, значительно более многообразная – механические. Обе группы взаимовлияющие, но в этот раз мы остановимся на тепловых.
Итак, топливо, сгорая в надпоршневом пространстве, выделяет огромное количество тепла в каждом цикле работы двигателя. Температура сгоревших газов достигает 2000 градусов. Только часть своей энергии они передадут движущимся деталям мотора, все остальное в виде тепла нагреет двигатель, а то, что останется, вместе с отработанными газами улетит в трубу. Из курса общей физики известно, что если два тела передают друг другу тепло, то передача тепла будет происходить до тех пор, пока их температуры не уравняются. Следовательно, если мы не будем охлаждать поршень, он через некоторое время расплавится. Это принципиально важный момент для понимания условий работы поршневой группы. А особенно важно, если мотор форсируется. Всегда, когда мы заставляем мотор увеличить мощность, пропорционально увеличивается количество тепла, генерируемое в камере сгорания в единицу времени. Конечно, расплавленные поршни мы видим чрезвычайно редко, однако в любых их проблемах всегда незримо присутствует температура. Примерно так же, как в любом дорожно-транспортном происшествии – скорость. Виноват, конечно, водитель, но… Если бы автомобили не двигались, никто бы не пострадал. Дело в том, что с ростом температуры механические характеристики всех материалов ухудшаются. Поэтому нагрузка, которая при 100 градусах Цельсия вызывает упругую деформацию материала, при 300 градусах деформирует изделие, а при 450 разрушит его. Поэтому мы должны или принимать меры по предотвращению роста температуры поршня, или использовать материалы, способные выдержать рабочие нагрузки при высоких температурах. Чаще всего и то и другое. Однако в любом случае конструкция поршня должна быть такова, чтобы в нужных местах было необходимое количество металла, способное противостоять разрушению.
Еще раз повторим известный из курса общей физики факт, что тепловой поток направлен от более нагретых тел к менее нагретым. Тогда мы сможем увидеть распределение температур по поршню во время его работы и определить важные конструктивные моменты, влияющие на его температуру, т. е. понять, за счет чего он охлаждается. Нам известно, что наиболее нагретым является рабочее тело, или, другими словами, газы в камере сгорания. Совершенно понятно, что, в конце концов, тепло будет передано окружающему автомобиль воздуху – самому холодному и в то же время при определенном допущении бесконечно теплоемкому. Воздух, омывая радиатор и корпус двигателя, студит охлаждающую жидкость, блок цилиндров и корпус головки. Нам осталось найти мостик, по которому поршень отдает свое тепло в блок и антифриз. Есть для этого четыре пути. Они совершенно разные по своему вкладу, однако все заслуживают упоминания, так как в зависимости от конструктивных особенностей двигателя имеют большее или меньшее значение.
Итак, первый путь, обеспечивающий наибольший поток, – это поршневые кольца. Причем первое кольцо играет главную роль, как расположенное ближе к днищу. Это также наиболее короткий путь к охлаждающей жидкости через стенку цилиндра.
Кольца одновременно прижаты и к поршневым канавкам, и к стенке цилиндра. Они обеспечивают более 50% теплового потока. Второй путь менее очевиден, однако трудно его недооценить. Вторая охлаждающая жидкость в двигателе – масло. Имея непосредственный доступ к наиболее нагретым местам мотора и несмотря на небольшой объем и слабую циркуляцию, масляный туман уносит с собой и отдает в поддон картера значительную часть тепла именно от самых горячих точек. В случае применения масляных форсунок, направляющих струю на внутреннюю поверхность днища поршня, доля масла в теплообмене может достигать 30 – 40%. Понятно, что, нагружая масло в большей степени функцией теплоносителя, мы должны позаботиться о том, чтобы его остудить. Иначе перегретое масло может потерять свои свойства и стать причиной выхода из строя подшипников. Также, чем выше температура масла, тем меньше тепла оно способно перенести через себя. Третий путь – через массивные бобышки в палец, затем в шатун, а оттуда в масло. Он менее интересен, так как на пути есть существенные тепловые сопротивления в виде зазоров и стальных деталей, имеющих значительную протяженность и низкий коэффициент теплопроводности. И четвертый путь – совсем не в масло или охлаждающую жидкость. Часть тепла отбирает на свой нагрев свежая топливовоздушная смесь, поступившая в цилиндр в такте впуска. Количество свежей смеси, а следовательно, и количество тепла, которое она отберет, зависит от режима работы и степени открытия дросселя. Надо заметить, что тепло, полученное при сгорании, также пропорционально заряду. Поэтому этот путь охлаждения носит, во-первых, импульсный характер, во-вторых, отличается скоротечностью, в-третьих, пропорционален последующему нагреву и, в-четвертых, высокоэффективен благодаря тому, что тепло отбирается с той стороны, с которой поршень нагревается. Здесь следует упомянуть о стандартном приеме, который используется при настройке спортивных моторов. Дело в том, что теплоемкость смеси сильно зависит от ее состава. Чем больше топлива в ней содержится, тем больше тепла будет потрачено на его испарение. Очень часто, чтобы нормализовать работу мотора, нужно чуть-чуть, всего на 5 – 10 градусов, понизить внутреннюю температуру. Это достигается легким забогащением смеси, чуть богаче, чем необходимо. На процесс горения это никак не сказывается, а температура падает. Исчезает калильное зажигание, отодвигается порог детонации. Всегда лучше чуть богаче, чем беднее. Моторы, работающие, например, на метаноле, значительно менее требовательны к системе охлаждения из-за втрое большей теплоты парообразования, чем у бензина.
Тут, вероятно, необходимо коснуться вопроса, который всегда обсуждается при изготовлении специальных поршней для спортивных или тюнинговых приложений. Сколько колец будет у нового поршня? Два? Три? Какой толщины должны быть кольца? С точки зрения механики, чем меньше колец, тем лучше. Чем они уже, тем меньше потери в поршневой группе. Однако при уменьшении их количества и высоты мы неизбежно ухудшаем условия охлаждения поршня, увеличивая тепловое сопротивление днище – кольцо – стенка цилиндра. Поэтому выбор конструкции – всегда компромисс. И чем быстроходней мотор, тем жестче становятся рамки. Скоротечность процессов диктует меньшие требования к уплотнению. Растущие со скоростью механические потери необходимо уменьшать, иначе все, что преобразовали в механическую мощность, не донесем до колес. Однако и количество тепла в единицу времени вырабатываем пропорционально больше, мостик для охлаждения требуется как можно шире. Вот и нужно одновременно чтобы кольца были и узкие, и широкие. И нужно их два для быстроходности и три для эффективного охлаждения поршня. Разрешение этой задачи – суть компетентность конструктора. А результаты его работы – в сбалансированности двигателя. В настоящее время инженерами, работающими в мощных производственных компаниях и научных центрах, накоплен огромный эмпирический материал и на его основе созданы расчетные методы, позволяющие с большой точностью предсказать поле температур и характеристики конкретного изделия. Большинству тюнинговых компаний и спортивных конюшен они недоступны. Автору, к сожалению, тоже. Эта статья намеренно не содержит конкретных значений многих величин, которые позволили бы некоторым читателям взяться за калькуляторы. Тепловые расчеты на пальцах – бесперспективное занятие. Ее задача – показать ту сторону процессов, происходящих в двигателе, которая всегда подразумевается, но никогда всерьез не рассматривается. Я хотел только проявить качественные связи и объяснить важность и необходимость в своей работе учитывать влияние его величества тепла.
Источник
Маркировка поршней
Обозначения могут быть как в виде условных цифр, так и геометрических фигур. Расшифровка приводится в ремонтной документации.
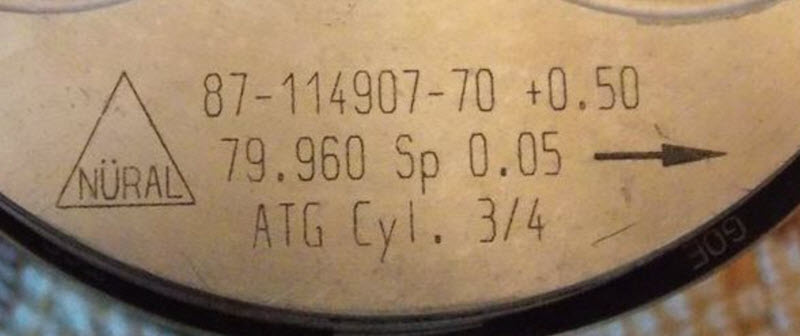
Кодировка изделий сторонних производителей отличается от заводской ВАЗ, но интуитивно понятна и описана на сайтах компаний.

ВАЗ
Основная информация обычно содержит:
- базовый размер поршня и цилиндра, кодируется цифрами на днище и маркой двигателя на боковой поверхности в отливке;
- принадлежность детали к стандарту или ремонтному размеру в виде указания размера с десятыми долями миллиметра или графикой – треугольник первый ремонтный, квадрат – второй;
- стрелка или буква, определяющая ориентацию поршня относительно продольной оси двигателя, это важно из-за смещения оси пальца от плоскости симметрии, указывает на первый цилиндр;
- буква размерного класса поршня, они идут по пяти значениям через сотую долю миллиметра, обычно используется три класса, этого достаточно для точного подбора поршня по цилиндру;
- класс отверстия под поршневой палец, которые также имеют отклонения в диаметре с цветовой маркировкой, правильный подбор обеспечивает номинальную посадку пальца;
- отклонения поршня по массе, номинал (Г), плюс и минус на 5 г;
- иногда каталожный номер детали.
В зависимости от модели двигателя набор маркировок частично меняется.
ЗМЗ
Маркировка поршней ГАЗ содержит примерно ту же информацию:
- обозначение модели двигателя;
- пять размерных групп по диаметру с шагом 12 тысячных миллиметра, от А до Д;
- ориентация при монтаже, буква П к первому цилиндру;
- четыре группы по отверстиям для пальца через 25 десятитысячных миллиметра, цвет должен совпадать со цветом маркировки пальца;
- ремонтный размер, две группы с увеличением на 0,5 и 1,0 мм;
- коды изготовителя и даты выпуска.
Поршни должны быть подобраны по группам к гильзам, которые тоже маркированы по пяти внутренним диаметрам.
ВАЗ-09 Установка колец без оправок
Как понять, что пришло время менять поршневые кольца
Основной признак – повышенный расход масла, до литра на 1000 км пробега. Кольца залегли или износились. Одновременно изменились размеры и форма поршней с цилиндрами.
К замене колец следует подходить осторожно, поскольку износ цилиндров не носит равномерного характера. Искажения формы типа эллипс или конус не позволяют приработаться кольцу, ориентированному на идеальный цилиндр.
Решение принимает моторист, произведя замер на трёх уровнях во взаимоперпендикулярных направлениях. Если износ критичен для данного двигателя, то менять кольца бесполезно, они не приработаются. Необходимо расточить блок под ремонтный размер или заменить гильзы.
Оцените статью!








